This patented tool unites three functions into one tool. It is designed for pre-cast holes in ADC. While the thread section at its tip opens the hole cylindrically the threading part cuts a clean thread. These two operations are followed by a reamer that cuts the thread's internal diameter to the desired dimension. True multi-funtionality.
Technical Features
• MLT Taps are designed for working die cast parts suchas motor housings, carburator housings, and the like.
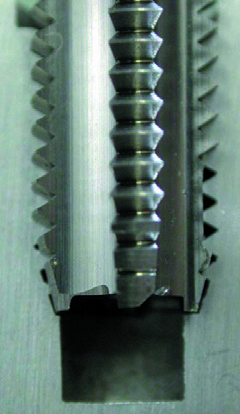
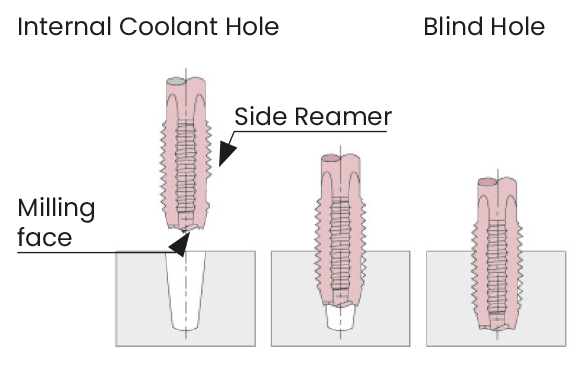
• They combine three functions into one single operation(Pictures 1.1/1.2) :1. Removing the cast surface from the die cast hole.2. Tapping the thread.3. Reaming the minor diameter of the thread to therequired one.
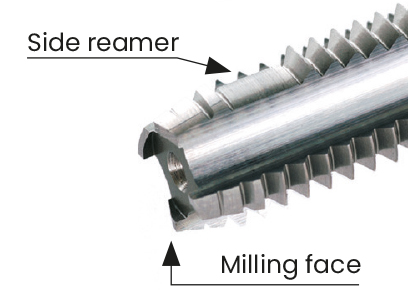
• To achieve this the cutting section of the MLT tap hasbeen combined with a special drilling/milling face and aside reamer (Picture 2.1).
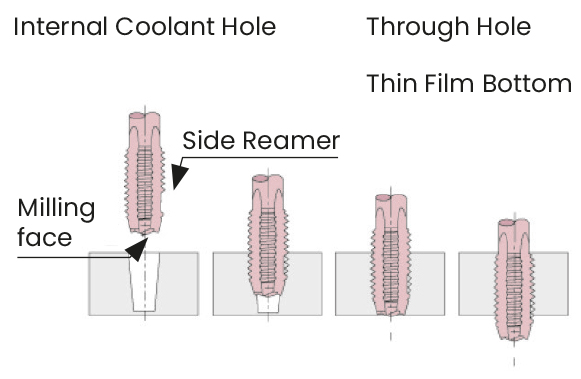
• MLT Taps can be used in blind holes and through holes.In through holes with thin film bottoms, these bottomsare removed by MLT taps creating a clean, burr-less exitof the hole.
• From size M6 on MLT Taps are designed with internalcooling.
Advantages in Production
• MLT Taps are designed for working die cast parts suchas motor housings, carburator housings, and the like.
• They combine three functions into one single operation(Pictures 1.1/1.2) : 1. Removing the cast surface from the die cast hole. 2. Tapping the thread. 3. Reaming the minor diameter of the thread to therequired one.
• To achieve this the cutting section of the MLT tap hasbeen combined with a special drilling/milling face and aside reamer (Picture 2.1).
• MLT Taps can be used in blind holes and through holes.In through holes with thin film bottoms, these bottomsare removed by MLT taps creating a clean, burr-less exitof the hole.
• From size M6 on MLT Taps are designed with internalcooling.
Application :
• All MLT taps should be used with synchronized tapping spindles only.
• Rigid tool holders without compensation should be used.
• Because MLT taps generate more chips than conventional taps internal cooling isrecommended. From size M6 all MLT taps feature centre cooling through the shank. Forsmaller sizes the TANOI „Side-Through-System“ is strongly recommended for cooling.
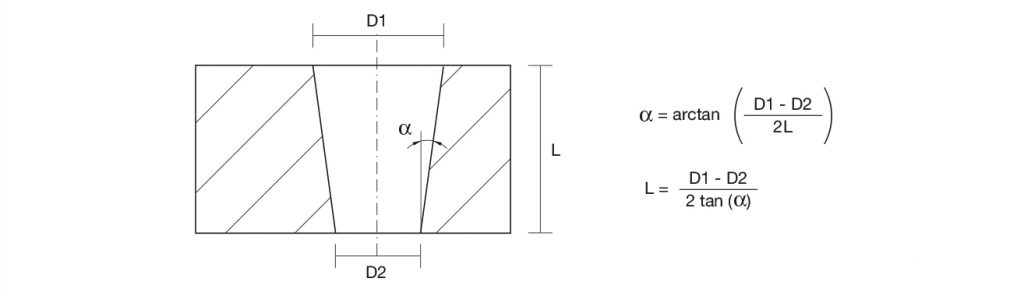
• The molded holes need to meet the minimum requirements for use of MLT taps. – The diameter of the hole at the entry should be according to the normal drill diameter forcutting taps. This is approximately the nominal diameter minus the pitch. For a tap M6 thehole’s diameter should therefore be 5.0 mm. – The minimum diameter of the hole should be 0.6 x the nominal diameter of the thread. For atap M6 it should therefore be 0.6 x 6 mm = 3.6 mm. – From these two values the incline of the molded hole may be calculated as shown in the picturebelow.